






产品单价 |
526.00元/米 |
起订量 |
12米 |
供货总量 |
45610 米 |
发货期限 |
自买家付款之日起10天内发货 |
品牌 |
沧州恒昶晟 |
仓库 |
沧州盐山 |
规格 |
DN15-1220 |
材质 |
20# Q235B |
壁厚 |
8 |

(1)、管材进入施工现场要经过检查验收并提供管材及保温材料的合格证方可使用。焊接使用前,用手提角磨机将蒸汽管坡口及其内外侧表面不小于10毫米范围内的油、漆、垢、锈、毛刺及镀锌层等清除干净,且不得有裂纹,夹层等缺陷。
(2)、管子或管件对接焊缝组对时,内壁应齐平,内壁错边量不应超过管壁厚度的10%且不大于2毫米。(如用外对口器对口,错边量控制在允许范围内)
(3)、管道焊接要求:
a、管道焊接要严格执行《工业金属管道焊接工程施工及验收规范》GB50235-97进行施工(根据设计要求)内管均采用氩电弧焊x射线检测,外套管采用手弧焊工艺超声波检测。
b、焊接人员应持有省级劳动部门或地级市劳动部门颁发的考试合格证书。 c、预制保温管的直管接头对直,一般不允许在接头处出现转角。如遇特殊情况应取得设计院同意。
d、工作钢管的每道焊口,焊缝检验并确认合格,履行验收手续后,再交保温补口工序。
e、全部焊口都应打上焊工钢印,并作好检查记录。
(4)、酸性焊条在使用前进行烘干,烘干温度75℃~150℃,烘干时间为1~2小时。每次烘干数量以满足实际需用量为准。在使用的过程中放在保温桶内进行保温,保持焊条干燥,随用随拿,焊条重新烘干次数不得超过两次。当焊条药皮有脱落及显著裂纹时不得使用。
(5)、严禁在坡口之外的母材表面引弧和试验电流,并防止电弧擦伤母材。
(6)、直埋式保温蒸汽管焊接采用单面焊,双面成型工艺,宜采用对称焊,为了方便焊接在焊接接口处挖工作坑,每道焊口施焊三遍即:打底采用氩弧焊单面焊双面成型。填充焊,盖面焊,采用人工手弧焊管道焊接后对焊缝进行外观检查,应将层间渣皮、飞溅物清理干净,外观检查合格后,方可进行下一层焊接,每层焊缝接头相错不小于20毫米。
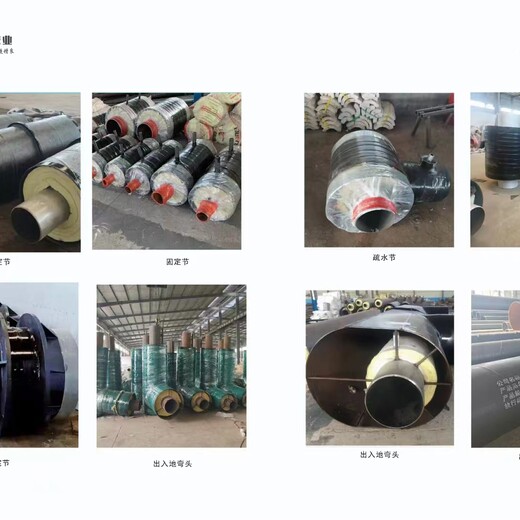
钢套钢预制直埋蒸汽保温管焊接要求
(7)、施焊过程中应起弧和收弧处的质量,收弧时应将弧坑填满。
(8)、每道焊缝应一次连续焊完,当因故中断焊接时,应根据工艺要求采取保温、缓冷或后热等防止产生裂纹的措施,再次焊接前检查焊层表面,确认无裂纹后,方可按原工艺要求继续施焊。
(9)、管道预制按照管道系统单线图施行。 3、焊接工艺:
(1)、在确认了材料的焊接性后,应在工程焊接前对被焊材料进行焊接工艺评定。 (2)、焊接工艺评定使用的材料应符合GB50236-98规范中的规定。
(3)、焊接工艺评定试件的坡口加工,组对及清理等工艺措施应符合规范中的要求。
(4)、评定试件应由技能熟练并有效持证的焊工施焊。
(5)、焊接工艺评定过程中应做好记录,评定完成后应提出焊接工艺评定报告,焊接工艺评定报告应有焊接技术负责人审签:贾林 

| 沧州昶晟管业有限公司 | |||
|---|---|---|---|
| 联系人 | 贾林 |
微信 | csgyjia888 |
| 手机 | | 邮箱 | 无 |
| 传真 | 无 | 地址 | 无 |
| 主营产品 | 钢套钢保温钢管,聚氨酯保温钢管 | 网址 | http://casc123.b2b.huangye88.com/ |